Diseño e implementación de sistema de control de gestión (página 2)
1. Se consultaron generalidades de la empresa a través de internet e intranet, además de bibliografías relacionadas para conocer acerca del proceso productivo de la misma, información referente a la Gerencia de Mantenimiento Industrial, Departamento de Taller Central y área especifica destinada para el estudio.
2. Se aplicaron entrevistas no estructuradas al personal para recolectar la información referente a la realización de las actividades dentro del taller de tolvas, a fin de conocer e identificar la situación actual del mismo.
3. Se realizaron varias visitas al taller de tolvas, con la finalidad
de observar con detalle el método de reporte diario correspondiente a las reparaciones desempeñadas para mejorarlos y establecer un correcto inventario de insumos y herramientas.
4. A través de prácticas de diagramación se hizo el diagnostico de la situación actual.
5. Diseño e Implementación de sistema de control de gestión a través de formatos adecuados para las reparaciones que se llevan a cabo en el taller de tolvas, utilizando Microsoft Excel como herramienta de trabajo principal.
6. Aplicación de prueba piloto para el sistema de control de gestión mediante el llenado de formatos en el taller de tolvas durante un mes, con la finalidad de adaptarlos correctamente a las necesidades de dicha área.
7. Planteamiento de propuestas benéficas para la empresa y su desarrollo eficiente en este aspecto, las cuales se plasmaron mediante un informe de pasantías presentado ante la entidad.
CAPÍTULO V
Situación actual
A continuación se describe la situación actual evidenciada mediante la observación directa e información proporcionada por el personal del taller de reparación de tolvas.
Descripción del Método de Trabajo Actual.
La reparación de tolvas P-19 inicia con la llegada de las mismas al taller, donde primeramente se realiza el desmontaje de anclaje para retirar los respectivos conjuntos rompe costras, (2 por cada tolva). A cada cilindro seguidamente de la tolva, se les aplica un soplado con aire comprimido que permite realizar con precisión la respectiva revisión y reparación, al finalizar dicha operación se trasladan a la estación 1 los conjunto rompe costras, área donde se les aplica el despiece, este consiste en retirar la camisa protectora del mismo, seguidamente del cilindro, a este ultimo se le quita la tapa para colocársela a un cilindro nuevo, y el anterior ya desgastado es enviado a taller hidroneumático para su restauración. El cilindro nuevo con tapa es ensamblado a la camisa protectora y enviado a la estación 4. Simultáneamente una vez ya realizado el soplado de aire comprimido a la tolva, ésta es enviada a la estación 4, donde se le cortan los pasadores alimentadores para luego aplicar un raspado y verificación de estado en la misma. Si la tolva requiere una reparación mayor, es almacenada temporalmente cerca de la estación actual ya que dichas reparaciones se llevan a cabo solo los fines de semana. Si requiere aplicar una reparación menor, se procede a desconectar las tuberías y retirar los cilindros alimentadores (Si la tolva es pasillo ancho posee 2 cilindros alimentadores y si es pasillo angosto posee 3 cilindros alimentadores). Una vez ya retirados de la tolva estos son enviados a la estación 2, donde
se procede a realizar el desarme de los mismos, a los cuales se les retira la varilla, para luego ser ensamblada a un mini cilindro alimentador nuevo y trasladado a la estación 4. En dicha estación se unen la tolva, conjunto rompe costras y cilindros alimentadores. Seguidamente de la unión se realiza la conexión de tuberías y alimentador. Ya lista la tolva es enviada a un almacén temporal a espera de su retiro. A continuación de presenta un diagrama de proceso correspondiente a la reparación de tolvas P-19, (ver gráfico 1).
Diagrama: Proceso
Proceso: Reparación de Tolvas P-19 Inicio: Llegada de tolva
Fin: Almacén de Tolva Terminada Fecha: 20-08-2.016
Método: Actual Seguimiento: Tolva





Gráfico 1. Diagrama de Proceso Correspondiente a la Reparación de Tolvas.
Fuente. Elaboración Propia.
A través del diagrama anterior se logró representar el proceso de reparación de tolvas P-19, evidenciando operaciones, traslados, almacenajes temporales e inspecciones los cuales se consideran que son aceptables. Es importante verificar el cumplimiento de las actividades para evitar perdidas de tiempo, material y energía.
Diagrama Causa-Efecto
Para el diseño del diagrama fueron considerados los resultados obtenidos mediante la aplicación de entrevistas no estructuradas a supervisores de turno y operadores del taller de tolvas, dicha información fue ordenada y comparada con los resultados recopilados a través de la observación directa, revisión de la escasa documentación del área y criterio del investigador, con la finalidad de evitar pasar por alto algún aspecto clave relacionado con el problema (ver gráfico 2).

Gráfico 2. Diagrama Causa-Efecto.
Fuente. Elaboración Propia
Ya identificadas las causas que inciden directamente sobre la falta de control y seguimiento en las reparaciones de tolvas, se detalla a continuación el impacto que tienen las mismas sobre el problema.
Equipos:
Herramientas dañadas y equipo oxicorte en mal estado: Se puede evidenciar que en el taller de tolvas el equipo oxicorte y las herramientas necesarias para llevara a cabo las reparaciones se encuentran en pésimas condiciones producto del desgaste ocasionado por el uso constante y falta de mantenimiento de dichos implementos.
Método de Trabajo:
Ausencia de indicadores: Otro punto importante es que, el área no cuenta con instrumentos de medición que permita el seguimiento y control de las reparaciones de tolvas.
Falta de Registro en Recepción y Entrega de Tolvas: No existe alguna documentación detallada con la información referente a las tolvas que ingresan y salen del taller.
Inexistencia de Formatos: No poseen formatos que permitan llevar un registro de las reparaciones que se realizan a diario, mensual o anual.
Falta de Planificación: Existen fallas en la implementación de manera organizada en los planes de mantenimiento para evitar la acumulación de tolvas en el taller debido a la falta de insumos. Es importante señalar que no realizan inventarios de manera periódica para controlar el stock de herramientas, insumos y equipos.
Material:
Insuficiencia de Herramientas: Adicional al mal estado de las herramientas también está presente la insuficiencia de las mismas, producto de extravío y préstamo a otros talleres.
Carencia de Insumos: Esto se debe a la mala administración de los insumos, ya que a la hora de realizar las reparaciones no se lleva a cabo una supervisión adecuada en la utilización de los mismos. Cabe destacar que no se realizan informes o llenado de algún formato, el cual indique en que son utilizados dichos insumos.
Mano de Obra:
Mal Hábito de Trabajo: Por lo general los trabajadores realizan sus tareas sin comprender su importancia, incumplen el horario asignado y no llevan a cabo el uso de los implementos de seguridad.
Falta de Responsabilidad: Es notable la falta de responsabilidad por parte de la gran mayoría de los trabajadores, debido a que no entregan las tareas asignadas a tiempo, solo labora un pequeño grupo y el resto se queda sin hacer nada, originando tiempo de ocio.
Falta de Comunicación Oral y Escrita: No se emiten reportes detallados de las reparaciones que se desempeñan en el taller de tolvas. Por otra parte la comunicación oral entre los trabajadores de un mismo o diferente turno es deficiente, ya que solo se transmiten información muy pobre acerca de las reparaciones pendientes.
A continuación se ponderan las sub-causas según la información recolectada mediante la aplicación de entrevistas no estructuradas a los trabajadores de mayor experiencia pertenecientes al taller de tolvas, observación directa y criterio del investigador, con la finalidad de identificar las causas que tienen mayor incidencia en la problemática antes descrita (ver tabla 2).

Fuente. Elaboración propia.
Leyenda:
Gravedad: Grado en que la causa afecta la ocurrencia el problema. Rango de evaluación de 1 a 100 puntos.
Urgencia: Grado en que la causa debe solucionarse para evitar el colapso de las actividades. Rango de evaluación de 1 a 50 puntos.
Tendencia: Grado en que la causa tiende a empeorarse. Rango de evaluación de 1 a 25 puntos.
La tabla de ponderación permitió evidenciar que las sub-causas con mayor incidencia en la problemática, fueron la ausencia de indicadores, falta de registro en recepción y entrega de tolvas, inexistencia de formatos, falta de planificación y carencia de insumos (ver tabla 3).

Tabla 3. Tabla de Pareto.
Fuente. Elaboración propia.
Para una mejor apreciación e interpretación de los resultados anteriores, se presenta un gráfico de Pareto (ver gráfico 3).

Gráfico 3. Diagrama de Pareto.
Fuente. Elaboración Propia.
A través del gráfico de Pareto se puede observar que las causas de mayor incidencia en la problemática están asociadas a la falta de aplicación de métodos organizados de trabajo por parte del personal, entre los cuales se destacan: la falta de registro en recepción y entrega de tolvas (sub-causa 1), Inexistencia de formatos (sub-causa 2), necesarios para plasmar información y crear antecedentes de reparaciones, falta de planificación (sub-causa 3), ausencia de indicadores (sub-causa 4), carencia de insumos (sub-causa 5), falta de comunicación oral y escrita (sub-causa 6), además de ello también se encuentran el mal estado del equipo oxicorte (sub-causa 7) y falta de responsabilidad en el personal (sub-causa 8).
Las causas se encuentran ordenadas según su prioridad, y las mencionadas anteriormente (primeras 8) representan el 80% de mayor incidencia en la problemática, por lo que se recomienda proceder a dar solución a las mismas lo antes posible, con la finalidad de disminuir o en el mejor de los casos eliminar el efecto.
CAPÍTULO VI
Análisis y resultados
Diseño de inventario adecuado para herramientas, equipos e insumos necesarios para llevar a cabo las reparaciones en el taller de tolvas.
Para llevar cabo las reparaciones se necesita que en el stock del taller siempre estén disponibles insumos, herramientas y equipos esenciales tales como: electrodos, equipo oxicorte, entre otros, a los cuales periódicamente se les debe hacer un seguimiento acompañado de un control diario, con la finalidad de evitar la carencia de los mismo y a su vez la paralización de las actividades.
Debido a lo antes descrito se diseñó un formato adaptado a las necesidades del taller tolvas, ya que en dicha área no se realizaban inventarios periódicamente.
Dicho formato fue implementado durante 1 mes, como prueba piloto para garantizar que este incluyera un lenguaje sencillo para el personal. Según el supervisor de turno, el formato es adecuado y está elaborado para que cualquier trabajador que lo vea lo llene sin problemas, (ver tabla 4). Cabe destacar que el formato esta diseñado para que el supervisor pueda llevar un control mensual y anual.

Tabla 4. Formato para la Realización y Control de Inventario (Mensual).
Fuente. Elaboración Propia
Indicadores de Gestión Para la Recepción de Tolvas.
Para llevar un control y seguimiento en la recepción de tolvas P-19, se establecieron indicadores de carácter cuantitativo, los cuales permiten la observación y posterior análisis de las cantidades de tolvas ingresadas en el taller, estado de los mecanismos internos de las mismas y tipos de reparaciones demandadas, dichos indicadores están representados en una tabla resumen, que una vez llenado el formato de recepción de tolvas, este presenta automáticamente las cantidades correspondiente a cada uno de ellos (ver tabla 6).
Descripción de Indicadores
Nombre del Indicador: Tolvas para Reparación Menor.
Representa las cantidades de tolvas que requieren reparación menor.
Expresión Matemática:
CONTAR.SI(H9:H409;"=REPARACIÓN MENOR").
Donde: H9:H409, representa el intervalo de celdas en las cuales se puede encontrar la opción "REPARACION MENOR".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas para Reparación Mayor.
Representa las cantidades de tolvas que requieren reparación mayor.
Expresión Matemática:
CONTAR.SI(H9:H409;"=REPARACIÓN MAYOR").
Donde: H9:H409, representa el intervalo de celdas en las cuales se puede encontrar la opción "REPARACION MAYOR".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas para Reparación Total.
Representa las cantidades de tolvas que requieren reparación total.
Expresión Matemática:
CONTAR.SI(H9:H409;"=REPARACIÓN TOTAL").
Donde: H9:H409, representa el intervalo de celdas en las cuales se puede encontrar la opción "REPARACION TOTAL".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas Pasillo Angosto.
Representa las cantidades de tolvas pasillo angosto que ingresan al taller.
Expresión Matemática:
CONTAR.SI(G9:G409;"=ANGOSTO")
Donde: G9:G409, representa el intervalo de celdas en las cuales se puede encontrar la opción "ANGOSTO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas Pasillo Ancho.
Representa las cantidades de tolvas pasillo ancho que ingresan al taller.
Expresión Matemática:
CONTAR.SI(G9:G409;"=ANCHO")
Donde: G9:G409, representa el intervalo de celdas en las cuales se puede encontrar la opción "ANCHO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas de Complejo I.
Representa las cantidades de tolvas provenientes de complejo I.
Expresión Matemática:
CONTAR.SI(E9:E409;"=COMPLEJO I")
Donde: E9:E409, representa el intervalo de celdas en las cuales se puede encontrar la opción "COMPLEJO I".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas de Complejo II.
Representa las cantidades de tolvas provenientes de complejo II.
Expresión Matemática:
CONTAR.SI(E9:E409;"=COMPLEJO II")
Donde: E9:E409, representa el intervalo de celdas en las cuales se puede encontrar la opción "COMPLEJO II".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas Perforadas.
Representa las cantidades de tolvas perforadas que ingresan al taller.
Expresión Matemática:
CONTAR.SI(J9:J409;"=PERFORADA")
Donde: J9:J409, representa el intervalo de celdas en las cuales se puede encontrar la opción "PERFORADA".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas Dobladas.
Representa las cantidades de tolvas dobladas que ingresan al taller.
Expresión Matemática:
CONTAR.SI(J9:J409;"=DOBLADA")
Donde: J9:J409, representa el intervalo de celdas en las cuales se puede encontrar la opción "DOBLADA".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas Oxidadas.
Representa las cantidades de tolvas oxidadas que ingresan al taller.
Expresión Matemática:
CONTAR.SI(J9:J409;"=OXIDADA")
Donde: J9:J409, representa el intervalo de celdas en las cuales se puede encontrar la opción "OXIDADA".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Turbobin (flanche) Buen Estado.
Representa las cantidades de flanches que se encuentran en buen estado.
Expresión Matemática:
CONTAR.SI(K9:K409;"=BUEN ESTADO")
Donde: K9:K409, representa el intervalo de celdas en las cuales se puede encontrar la opción "BUEN ESTADO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Turbobin (flanche) Falta Rectificado.
Representa las cantidades de flanches que requieren rectificado.
Expresión Matemática:
CONTAR.SI(K9:K409;"=FALTA RECTIFICADO")
Donde: K9:K409, representa el intervalo de celdas en las cuales se puede encontrar la opción "FALTA RECTIFICADO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Turbobin (flanche) No Tiene Tornillo.
Representa las cantidades de flanches que requieren colocarle un tornillo nuevo.
Expresión Matemática:
CONTAR.SI(K9:K409;"=NO TIENE TORNILLO")
Donde: K9:K409, representa el intervalo de celdas en las cuales se puede encontrar la opción "NO TIENE TORNILLO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Turbobin (flanche) Doblado.
Representa las cantidades de flanches que se encuentran doblados.
Expresión Matemática:
CONTAR.SI(K9:K409;"=DOBLADO")
Donde: K9:K409, representa el intervalo de celdas en las cuales se puede encontrar la opción "DOBLADO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Turbobin (flanche) Todos (Defectos).
Representa las cantidades de flanches que poseen todos los defectos anteriores, son los casos mas graves.
Expresión Matemática:
CONTAR.SI(K9:K409;"=TODOS (DEFECTOS")
Donde: K9:K409, representa el intervalo de celdas en las cuales se puede encontrar la opción "TODOS (DEFECTOS)".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Puntas R/C Dobladas.
Representa las cantidades de puntas R/C dobladas en los cilindros de las tolvas que ingresan al taller.
Expresión Matemática:
CONTAR.SI(J9:L409;"=DOBLADAS")
Donde: L9:L409, representa el intervalo de celdas en las cuales se puede encontrar la opción "DOBLADAS".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: R/C Sin Punta.
Representa las cantidades de los R/C de las tolvas que no posee punta.
Expresión Matemática:
CONTAR.SI(J9:L409;"=NO TIENE")
Donde: J9:L409, representa el intervalo de celdas en las cuales se puede encontrar la opción "NO TIENE".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros R/C (A) (NUEVOS).
Representa las cantidades de los Cilindros R/C (A) de las tolvas que se encuentran nuevos.
Expresión Matemática:
CONTAR.SI(N9:N409;"=NUEVO")
Donde: N9:N409, representa el intervalo de celdas en las cuales se puede encontrar la opción "NUEVO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros R/C (A) (DAÑADOS).
Representa las cantidades de los Cilindros R/C (A) de las tolvas que se encuentran dañados.
Expresión Matemática:
CONTAR.SI(N9:N409;"=DAÑADO")
Donde: N9:N409, representa el intervalo de celdas en las cuales se puede encontrar la opción "DAÑADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros R/C (A) (REUTILIZADO).
Representa las cantidades de los Cilindros R/C (A) de las tolvas que se pueden reutilizar.
Expresión Matemática:
CONTAR.SI(N9:N409;"=REUTILIZADO")
Donde: N9:N409, representa el intervalo de celdas en las cuales se puede encontrar la opción "REUTILIZADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros R/C (B) (NUEVOS).
Representa las cantidades de los Cilindros R/C (B) de las tolvas que se encuentran nuevos.
Expresión Matemática:
CONTAR.SI(O9:O409;"=NUEVO")
Donde: O9:O409, representa el intervalo de celdas en las cuales se puede encontrar la opción "NUEVO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros R/C (B) (DAÑADOS).
Representa las cantidades de los Cilindros R/C (B) de las tolvas que se encuentran dañados.
Expresión Matemática:
CONTAR.SI(O9:O409;"=DAÑADO")
Donde: O9:O409, representa el intervalo de celdas en las cuales se puede encontrar la opción "DAÑADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros R/C (B) (REUTILIZADO).
Representa las cantidades de los Cilindros R/C (B) de las tolvas que se pueden reutilizar.
Expresión Matemática:
CONTAR.SI(O9:O409;"=REUTILIZADO")
Donde: O9:O409, representa el intervalo de celdas en las cuales se puede encontrar la opción "REUTILIZADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif. (A) (NUEVOS).
Representa las cantidades de los Cilindros Dosif. (A) de las tolvas que se encuentran nuevos.
Expresión Matemática:
CONTAR.SI(Q9:Q409;"=NUEVO")
Donde: Q9:Q409, representa el intervalo de celdas en las cuales se puede encontrar la opción "NUEVO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif. (A) (DAÑADOS).
Representa las cantidades de los Cilindros Dosif. (A) de las tolvas que se encuentran dañados.
Expresión Matemática:
CONTAR.SI(Q9:Q409;"=DAÑADO")
Donde: Q9:Q409, representa el intervalo de celdas en las cuales se puede encontrar la opción "DAÑADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif (A) (REUTILIZADO).
Representa las cantidades de los Cilindros Dosif (A) de las tolvas que se pueden reutilizar.
Expresión Matemática:
CONTAR.SI(Q9:Q409;"=REUTILIZADO")
Donde: Q9:Q409, representa el intervalo de celdas en las cuales se puede encontrar la opción "REUTILIZADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif. (B) (NUEVOS).
Representa las cantidades de los Cilindros Dosif. (B) de las tolvas que se encuentran nuevos.
Expresión Matemática:
CONTAR.SI(R9:R409;"=NUEVO")
Donde: R9:R409, representa el intervalo de celdas en las cuales se puede encontrar la opción "NUEVO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif. (B) (DAÑADOS).
Representa las cantidades de los Cilindros Dosif. (B) de las tolvas que se encuentran dañados.
Expresión Matemática:
CONTAR.SI(R9:R409;"=DAÑADO")
Donde: R9:R409, representa el intervalo de celdas en las cuales se puede encontrar la opción "DAÑADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif (B) (REUTILIZADO).
Representa las cantidades de los Cilindros Dosif (B) de las tolvas que se pueden reutilizar.
Expresión Matemática:
CONTAR.SI(R9:R409;"=REUTILIZADO")
Donde: R9:R409, representa el intervalo de celdas en las cuales se puede encontrar la opción "REUTILIZADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif. (C) (NUEVOS).
Representa las cantidades de los Cilindros Dosif. (C) de las tolvas que se encuentran nuevos.
Expresión Matemática:
CONTAR.SI(S9:S409;"=NUEVO")
Donde: S9:S409, representa el intervalo de celdas en las cuales se puede encontrar la opción "NUEVO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif. (C) (DAÑADOS).
Representa las cantidades de los Cilindros Dosif. (C) de las tolvas que se encuentran dañados.
Expresión Matemática:
CONTAR.SI(S9:S409;"=DAÑADO")
Donde: S9:S409, representa el intervalo de celdas en las cuales se puede encontrar la opción "DAÑADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Cilindros Dosif (C) (REUTILIZADO).
Representa las cantidades de los Cilindros Dosif (C) de las tolvas que se pueden reutilizar.
Expresión Matemática:
CONTAR.SI(S9:S409;"=REUTILIZADO")
Donde: S9:S409, representa el intervalo de celdas en las cuales se puede encontrar la opción "REUTILIZADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Sistema de Alimentación (Perforado).
Representa las cantidades de Sistema de Alimentación de tolvas que se encuentran perforados.
Expresión Matemática:
CONTAR.SI(M9:M409;"=PERFORADO")
Donde: M9:M409, representa el intervalo de celdas en las cuales se puede encontrar la opción "PERFORADO".
Valor: Numérico.
Responsable: Supervisor
Nombre del Indicador: Sistema de Alimentación (Buen Estado).
Representa las cantidades de Sistema de Alimentación de tolvas que se encuentran en buen estado.
Expresión Matemática:
CONTAR.SI(M9:M409;"=BUEN ESTADO")
Donde: M9:M409, representa el intervalo de celdas en las cuales se puede encontrar la opción "BUEN ESTADO".
Valor: Numérico.
Responsable: Supervisor
Indicadores de Gestión Para la Entrega de Tolvas.
Para llevar un control y seguimiento en la Entrega de tolvas P-19, se establecieron indicadores de carácter cuantitativo, los cuales permiten la observación, comparación con los resultados emitidos por los indicadores de recepción de tolvas y posterior análisis de las cantidades de las mismas retiradas del taller, estado de los mecanismos internos y tipos de reparaciones cumplidas, dichos indicadores están representados en una tabla resumen, que una vez llenado el formato de entrega de tolvas, éste presenta automáticamente las cantidades correspondiente a cada uno de ellos (ver tabla 8).
Descripción de Indicadores
Nombre del Indicador: Tolvas para Cambio.
Representa las cantidades de tolvas que no se lograron reparar por desgaste agravado (tolvas irrecuperables).
Expresión Matemática:
CONTAR.SI(L13:L402;"=CAMBIO")
Donde: L13:L402, representa el intervalo de celdas en las cuales se puede encontrar la opción "CAMBIO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas para Arranque.
Representa las cantidades de tolvas que se lograron reparar y están listas para instalar en celda (Arranque de Celda).
Expresión Matemática:
CONTAR.SI(L13:L402;"=ARRANQUE")
Donde: L13:L402, representa el intervalo de celdas en las cuales se puede encontrar la opción "ARRANQUE".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas Pasillo Angosto.
Representa las cantidades de tolvas pasillo angosto retiradas del taller
Expresión Matemática:
CONTAR.SI(H13:H402;"=ANGOSTO")
Donde: H13:H402, representa el intervalo de celdas en las cuales se puede encontrar la opción "ANGOSTO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas Pasillo Ancho.
Representa las cantidades de tolvas pasillo ancho retiradas del taller
Expresión Matemática:
CONTAR.SI(H13:H402;"=ANCHO")
Donde: H13:H402, representa el intervalo de celdas en las cuales se puede encontrar la opción "ANCHO".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas para Complejo I.
Representa las cantidades de tolvas retiradas del taller con destino a Complejo I.
Expresión Matemática:
CONTAR.SI(F13:F402;"=COMPLEJO I")
Donde: F13:F402, representa el intervalo de celdas en las cuales se puede encontrar la opción "COMPLEJO I".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas para Complejo II.
Representa las cantidades de tolvas retiradas del taller con destino a Complejo II.
Expresión Matemática:
CONTAR.SI(F13:F402;"=COMPLEJO II")
Donde: F13:F402, representa el intervalo de celdas en las cuales se puede encontrar la opción "COMPLEJO II".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas para Complejo P-19.
Representa las cantidades de tolvas retiradas del taller con destino a P- 19.
Expresión Matemática:
CONTAR.SI(F13:F402;"=P-19")
Donde: F13:F402, representa el intervalo de celdas en las cuales se puede encontrar la opción "P-19".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas con Reparación Menor.
Representa las cantidades de tolvas a las cuales se les aplicó reparación menor.
Expresión Matemática:
CONTAR.SI(I13:I402;"=REPARACIÓN MENOR").
Donde: I13:I402, representa el intervalo de celdas en las cuales se puede encontrar la opción "REPARACION MENOR".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas para Reparación Mayor.
Representa las cantidades de tolvas a las cuales se les aplicó reparación mayor.
Expresión Matemática:
CONTAR.SI(I13:I402;"=REPARACIÓN MAYOR").
Donde: I13:I402, representa el intervalo de celdas en las cuales se puede encontrar la opción "REPARACION MAYOR".
Valor: Numérico.
Responsable: Supervisor.
Nombre del Indicador: Tolvas para Reparación Total.
Representa las cantidades de tolvas a las cuales se les aplicó reparación total.
Expresión Matemática:
CONTAR.SI(I13:I402;"=REPARACIÓN TOTAL").
Donde: I13:I402, representa el intervalo de celdas en las cuales se puede encontrar la opción "REPARACION TOTAL".
Valor: Numérico.
Responsable: Supervisor.
Evaluación del método de reporte implementado para el control y seguimiento de las reparaciones dentro del taller de tolvas.
En el taller de tolvas no existe algún reporte detallado que permita llevar un control, historial o seguimiento de las reparaciones que se llevan a cabo en dicha área, es por ello que se diseñaron formatos para la recepción y entrega de tolvas. Dichos formatos permiten plasmar la información acerca de las actividades que se desempeñan en el taller, con la finalidad de que los supervisores puedan presentarlos ante el departamento de taller central para su evaluación y respectiva toma de decisiones por parte del jefe de departamento.
Cada formato posee listas desplegables, las cuales facilitan el llenado de los mismos. Al llenar cada campo, automáticamente se emite un resumen de indicadores los cuales muestran a detalle los resultados de las reparaciones realizadas (ver tablas 5, 6, 7 y 8). El resumen automático, permite representar gráficamente los resultados para una mejor apreciación e interpretación de los datos (ver gráficos 4, 5, 6, 7 y 8).
Es importante señalar que solo se posee historial de datos del mes de agosto, puesto que todos los formatos se utilizaron por ese periodo de tiempo para observar el funcionamiento de los mismos y hacer los ajustes pertinentes, con el objeto de adaptarlos a las necesidades del taller.

Tabla 5. Formato para Control de Recepción de Tolvas.
Fuente. Elaboración Propia.

Tabla 6. Resumen Automático de Indicadores para el Control de Recepción de Tolvas, (Datos Correspondientes al mes de Agosto).
Fuente. Elaboración Propia.

Gráfico 4. Resumen de Recepción de tolvas (Mes de Agosto).
Fuente. Elaboración Propia.

Gráfico 5. Resumen del Estado de Turbobin en las Tolvas (Mes de Agosto).
Fuente. Elaboración Propia.

Gráfico 6. Resumen del Estado de Cilindros R/C en las Tolvas (Mes de Agosto).
Fuente. Elaboración Propia.

Gráfico 7. Resumen del Estado de Cilindros Dosif. en las Tolvas (Mes de Agosto).
Fuente. Elaboración Propia.

Tabla 7. Formato para Control de Entrega de Tolvas, (Datos del Mes de Agosto).
Fuente. Elaboración Propia.

Tabla 8. Resumen Automático de Indicadores para el Control de Entrega de Tolvas, (Mes Agosto).
Fuente. Elaboración Propia.

Gráfico 8. Resumen de Entrega de tolvas (Mes Agosto).
Fuente. Elaboración Propia.
Diseño de Formato de Asistencia para el Personal Perteneciente al Taller de Tolvas
Con la finalidad de realizar seguimiento al cumplimiento del horario asignado por parte de los trabajadores, se diseñó un formato de toma de asistencia, el cual describe a manera de resumen la cantidad de días que labora cada trabajador por mes, además de ello también refleja los porcentajes de asistencia y ausentismo por día. Esta forma permite al supervisor complementar los reportes anteriores en cuanto al desempeño del taller (ver tabla 9 y gráfico 9).
Dicho formato de asistencia está constituido por celdas correspondientes a cada semana del mes, nombres y números de ficha de cada trabajador, lo cual permite hacer un llenado diario de asistencia, en el cual el supervisor debe seleccionar al lado de cada nombre una de las opciones mostradas por la lista desplegable en el recuadro correspondiente al día laborado, (SI: Para Presente o NO: Para Ausente), con la finalidad de llevar un control de asistencia del personal del taller de tolvas. Al realizar dicho llenado, el formato calcula de manera automática el número de trabajadores presentes y ausentes, seguidamente del porcentaje que representa cada uno de ellos.
Con el llenado de las láminas de cada mes se puede obtener un historial de asistencia anual y de cada mes con sus respectivos datos se pueden visualizar gráficos que permiten una mejor representación de la información y su posterior análisis.
Partiendo de la toma de asistencia correspondiente al mes de agosto se pudo observar que el número de trabajadores presentes fue mayor al número de trabajadores ausentes (ver gráfico 9).
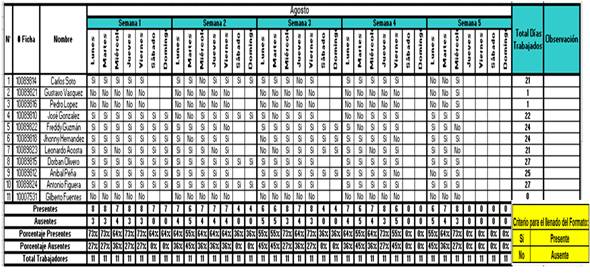
Tabla 9. Formato para Control de Asistencia del Personal (Datos Mes de Agosto).
Fuente. Elaboración Propia.

Gráfico 9. Resumen de Asistencia del Personal Perteneciente al Taller de tolvas (Mes Agosto).
Fuente. Elaboración Propia.

Figura 9. Diseño del Sistema de Control de Gestión en Excel para el Control de Asistencia del Personal.
Fuente. Elaboración Propia.

Figura 10. Diseño del Sistema de Control de Gestión en Excel para el Control de Recepción de Tolvas, (Datos del Mes de Agosto).
Fuente. Elaboración Propia.

Figura 11. Diseño del Sistema de Control de Gestión en Excel para el Control de Entrega de Tolvas, (Datos del Mes de Agosto).
Fuente. Elaboración Propia.
La Fig. 9 corresponde al Diseño del Sistema de Control de Gestión en Excel para el Control de Asistencia del Personal, éste se encuentra constituido por formatos de asistencia para cada mes, los cuales una vez llenados permiten crear gráficos representativos de datos, originando un mejor control visualización e interpretación del rendimiento por parte de cada trabajador que pertenece al taller de tolvas.
La Fig. 10 representa el Diseño del Sistema de Control de Gestión en Excel para el Control de Recepción de Tolvas, el cual está compuesto por un formato de recepción, que permite registrar información vital de cada tolva que ingresa al taller para su respectiva reparación, un resumen automático de indicadores los cuales permiten realizar una organización por parte de los trabajadores para ejecutar las debidas reparaciones según el orden de llegada de las tolvas, además de ello cuenta con gráficos que explican de manera visual el tipo y cantidad de reparación demandada. Todo esto con el objeto de evitar la acumulación de Tolvas P-19 o mecanismos internos de las mismas dentro del taller.
La Fig. 11 pertenece al Diseño del Sistema de Control de Gestión en Excel para el Control de Entrega de Tolvas, éste se encuentra constituido por un formato que permite almacenar la información referente de cada tolva que va a salir del taller, (trabajador que la retira, destino, reparación aplicada, estado de la mismas, entre otros), además de ellos posee un resumen automático de indicadores los cuales permiten apreciar las cantidades de tolvas que se lograron reparar, cuantas están destinas para Complejo I, Complejo II, P-19, entre otros, y un grafico que representa de manera visual el resumen de los datos para una mejor interpretación, permitiendo así que el jefe del Departamento de Taller Central realice una comparación con el resumen de los indicadores en recepción de tolvas para verificar la eficiencia del taller.
Implementación del Sistema de Control Gestión para el Taller de Tolvas.

Tabla 10. Actividades a Realizar para la Implementación del Sistema de Control Gestión en el Taller de Tolvas.
Fuente: Elaboración Propia
Conclusiones
Una vez alcanzados los objetivos para este trabajo de investigación se procede a destacar los siguientes puntos:
1. Se logró describir el método de trabajo actual desempeñado en el taller de reparación de tolvas, a través de técnicas de diagramación las cuales señalaron que las actividades se dan de manera natural siempre y cuando se cuenten con los recursos necesarios. Cabe destacar que las irregularidades y paralización de actividades se deben a falta de insumos y disponibilidad de herramientas aptas para el cumplimiento de las reparaciones.
2. Fueron identificadas las causas de mayor incidencia en la falta de control y seguimiento de las reparaciones de tolvas, algunas de ellas son: la falta de registro en recepción y entrega de tolvas, falta de planificación, inexistencia de formatos y ausencia de indicadores. Con la finalidad de eliminar la problemática del taller, se logró diseñar e implementar un sistema de control de gestión compuesto por 4 formatos (recepción y entrega de tolvas, asistencia del personal y control de inventario), (ver figuras 9, 10, y 11), cada uno fue implementado por 1 mes para prueba piloto, la cual señaló que los mismos son adecuados para el taller y poseen un lenguaje fácil de entender para cualquier trabajador de esa área.
3. Cada formato una vez llenado, muestra información detallada de las reparaciones realizadas en el taller, a través de un resumen automático de indicadores el cual permite la apreciación y análisis de los resultados mediante datos numéricos y gráficos.
4. La implementación permanente del sistema de control de gestión en el taller de tolvas permitirá el cumplimiento con la norma ISO 9001, debido a que la misma establece que toda área debe poseer documentación detallada de las actividades que allí se realizan y además se debe llevar una correcta documentación y registros de información en cuanto a gestión.
Recomendaciones
En función de los resultados y conclusiones obtenidas, con la finalidad de minimizar o en el mejor de los casos eliminar la falta de control y seguimiento en las reparaciones de tolvas se recomiendan las siguientes acciones:
1. Identificar con una placa pequeña en un lugar específico a las tolvas con una numeración, con el objetivo de evitar confusión a la momento de llenado de los formatos de recepción y entrega de tolvas, específicamente en el campo (N° de Tolva) ya que las mismas poseen diferentes números plasmados en ella.
2. Implementar de manera permanente el llenado de los formatos.
3. Supervisar a diario que los trabajadores plasmen la información referente a cada tolva que ingresa y sale del taller.
4. Realizar inventarios periódicamente, como mínimo de manera mensual.
5. Hacer seguimiento de los recursos que se utilizan para llevar a cabo las reparaciones de tolvas.
6. Los supervisores deben mantener el uso de los formatos y velar para que se realice el llenado correspondiente de los mismos, con la finalidad de crear buenos hábitos de trabajo. ´
7. Hacer reuniones en donde ser les explique a los trabajadores la importancia de la realización de su tarea. Además de ello hacerle saber a los mismos lo importantes que son para la empresa, con la finalidad de que aumente la motivación en el equipo de trabajo y sea más fácil el cumplimiento de las metas trazadas.
8. Aplicar llamados de alerta a los trabajadores que extravíen alguna herramienta, insumo o equipo vital para llevar cabo las reparaciones. De esta manera los trabajadores se comprometen más a cuidar sus implementos de trabajo y aumenta la responsabilidad de su parte.
Bibliografía
ARIAS, F. (2006). El Proyecto de Investigación: Guía para su Elaboración. Episteme. Caracas, Venezuela.
Alba, L. (2.005). Desarrollo de una base de datos para el control de las reparaciones de tolvas en el departamento de taller central de la superintendencia de talleres de la empresa CVG VENALUM. Informe de pasantía presentado ante la UNEG, Puerto Ordaz, Venezuela.
BALESTRINI, R. (1997). Técnica de la Investigación. Mc Graw Hill.
Jacqueline Hurtado de Barrera. (2015). El Proyecto de investigación: Comprensión holística de la metodología de la Investigación. Octava edición.
Rojas de Narváez, R. (1.997). Orientaciones prácticas para la elaboración de informes de investigación (2da edición ampliada y corregida), Puerto Ordaz, Venezuela.
TAMAYO, M. (2003). Metodología de la investigación, Mc Graw Hill, México.
Turmero, I. (2.015). Estudio de Ingeniería de Métodos. Material de apoyo y clases recibidas en la UNEXPO, Puerto Ordaz entre octubre de 2.014 y Febrero de 2.015. Venezuela.
Referencias Electrónicas:
ConIngenio. Blog de organización industrial. Recuperado 04 de Septiembre de 2.016
http://www.fcojesuslopez.es/coningenio/diagrama-causa-efecto-ishikawa
CVG VENALUM. Manual de Inducción. Recuperado el 23 de Junio de 2.016, de http: //Venalumi
CVG VENALUM. Descripción de los Procesos Productivos en CVG VENALUM.
Recuperado el 22 de Junio de 2.016, de http: //Venalumi
Intranet CVG VENALUM.
Metodología de la Investigación (2007). Población y muestra. Recuperado el 06 de Julio de 2016
http://metodologiaeninvestigacion.blogspot.com/2010/07/poblacion-y- muestra.html
Monografías (2.012). El centro de tesis, documentos, publicaciones y recursos educativos más amplio de la red. Recuperado el 22 de Junio de 2.016, de
http://www.monografias.com/usuario/perfiles/iva_n_turmero_astros/monog rafias
http://www.monografias.com/trabajos42/diagrama-causa-efecto/diagrama- causa-efecto#ixzz4J0aeHC32
Lilian, C. (2.012). El Diseño Metodológico. Recuperado el 08 de Julio de 2.016, de
http://es.slideshare.net/mares_lili/diseo-metodologico-31197079 Wikipedia (2.001). Enciclopedia libre. Recuperado el 23 de Junio de 2.016, de
https://es.wikipedia.org/wiki/Aluminio https://es.wikipedia.org/wiki/Diagrama
Anexos

Anexo 1. Tolvas P-19.

Anexo 2. Cilindros Rompe Costras.
Dedicatoria
A Dios Todopoderoso quien se encargó de protegerme, guiarme y abrirme las puertas del buen camino.
A mi preciosa Abuela Inocencia Isabel Lefebre de Gonzalez quien me llenó de fuerzas para seguir adelante, a través de su ejemplo, educación y amor. Hoy no está físicamente junto a mí pero la llevo siempre en mi corazón, esto es para Ti mi amor.
A mis Padres Lilisbeth Del Valle Gonzalez Lefebre y Noel José Conde por ser mis pilares más importantes y apoyo incondicional. Los Amo con todo mi Corazón.
A mis Hermanos: Eduardo Monagas, Valeria Monagas, Valentina Monagas y Natalia Conde, los cuales han sido mis compañeros de vida y lucha para superar obstáculos y mantener nuestra familia unida.
A mi tía Tahili Salazar quien ha sido mi ejemplo y guía incondicional en toda mi carrera universitaria.
A mi compañero de vida universitaria y novio Vladimir Infante el cual me ha dado su apoyo en todo momento y ha estado para mí siempre.
Agradecimientos
A mí amado Dios por permitirme alcanzar mis metas, llenarme de oportunidades y cuidarme siempre.
A mis padres Lilisbeth Gonzalez y Noel Conde quienes con mucho esfuerzo me han guiado, apoyado, acompañado en todo momento y enseñado que la gente se gana con honestidad, respeto y trabajo duro. Les debo todo mi trabajo a ellos dos.
A mi Abuela y Ángel de la Guardia Inocencia Lefebre por haberme amado tanto y educado con buenos valores. Gracias por tanto.
A mis hermanos: Eduardo Monagas, Valeria Monagas, Valentina Monagas y Natalia Conde, por haberme soportado y apoyado en los momentos más difíciles de este proceso.
A mí cuñada bella Marina Moreno quien desde el inicio me consiente en todo y siempre me tiende su mano amiga.
A mis Tías: Tahili Salazar y Beatriz Gonzalez quienes me han animado, aconsejado y apoyado en todo mi proceso de carrera universitaria.
A mi novio bello Vladimir Infante por ayudarme y acompañarme en todo mi proceso de vida universitaria. Te Amo con todo mi corazón.
A mis compañeras y mejores amigas Rosiree Rodríguez, Carla Marcano, Nurvis Rojas y Luzmery Gómez, por haberme enseñado que en esta vida todo se logra con esfuerzo, buena actitud, y si amas lo que haces. Gracias chicas por todo.
A mis tutores: Ing. Jesús González y MSc. Ing. Iván Turmero, Tutor Industrial y Tutor Académico, quienes me apoyaron durante toda mi estadía en planta.
A CVG. VENALUM, por abrirme sus puertas y darme la oportunidad de realizar mi Practica Profesional en una de las empresas más prestigiosas del país.
CIUDAD GUAYANA, SEPTIEMBRE DE 2016
Tutor Académico: MSc. Ing. Turmero Iván.
Tutor Industrial: Ing. González Jesús.
Autor:
Veronica I. Monagas G.
C.I.: V-25.511.541
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |